
Spitzentechnologie für die Stahlbearbeitung
Wer im täglichen Wettbewerb des Stahlbaus und Stahlhandels die Nase vorn haben will, muss in allen Bereichen der Stahlbearbeitung Spitze sein. KALTENBACH beherrscht das Sägen, Bohren, Stanzen, Scheren, Brennen, Ausklinken, Strahlen und Konservieren auf höchstem Niveau. Auf der EuroBLECH 2010 in Hannover zeigte das Unternehmen seine neuen Produkte.
Medien
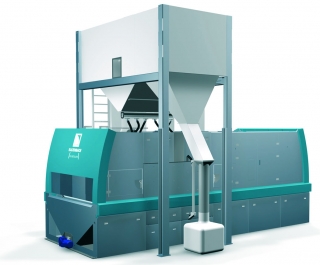


Strahlanlagen zur Reinigung von Profilträgern und Blechen
Mit den Strahlanlagen der Reihen Sprint, Marathon und Triathlon von KALTENBACH werden Profilträger und Bleche schnell gründlich gereinigt. Doppelscheibige Turbinenräder beschleunigen das Strahlmittel im stabilen Dauerbetrieb. Ihr vertikaler Einbau zur Durchlaufrichtung sichert ein optimales Strahlergebnis bei höchsten Durchlaufgeschwindigkeiten und geringstem Strahlmitteleinsatz. Maximale Verschleißfestigkeit verlängert die Service-Intervalle. Und wenn die Wartung ansteht, geht es schnell, denn die Anlagen sind auf leichte Zugänglichkeit und einfachen Austausch der Verschleißteile ausgelegt. Die ausgefeilte Anlagentechnologie sorgt für sparsamen Umgang mit dem Strahlmittel, das fast vollständig zurückgewonnen werden kann. Die mehrstufige Kaskaden-Luftreinigung entfernt Staub und Zunder, sodass die Wirksamkeit das Strahlguts lange Zeit erhalten bleibt.
Die schnellste Universalkreissäge der Welt
Mit der KKS 463 hat KALTENBACH die schnellste Universalkreissäge für die Metallbearbeitung auf den Markt gebracht. Voraussetzung für das Rekordtempo, in dem die Maschine die Werkstücke zuschneidet, ist die optimale Abstimmung aller Komponenten auf den maximalen Durchsatz – ohne Kompromisse bei der Qualität. Ein durchgehender, einteiliger Maschinenkasten ermöglicht die abweichungsfreie Anordnung von Nachschubautomat, Säge und Abschnittgreifer. Damit ist die Voraussetzung für hochpräzise Sägeabschnitte geschaffen. Das Ausrichten der Einzelkomponenten bei der Montage und ein Nachjustieren nach den ersten Betriebsstunden entfällt vollständig. Die Materialpositionierung vereinigt Präzision mit Hochgeschwindigkeit. Der Nachschubgreifer besitzt eine robuste Linearführung und wird von einer Kugelrollspindel mit bürstenlosem Servomotor angetrieben. Die Positioniergeschwindigkeit wird, abhängig vom Materialgewicht, automatisch gewählt und erreicht bis zu 60 m/min. Sämtliche Rüstarbeiten, die bei anderen Universalsägen notwendig sind, entfallen bei der KKS 463 NA. Alle Spannzylinder sind als Langhubspannzylinder ausgeführt. Diese können z. B. Flachmaterial von 12 mm ∞ 5 mm bis 250 mm ∞ 75 mm ohne jeglichen Umrüstaufwand spannen. Eine automatische Spanndruckbegrenzung verhindert die Deformierung dünnwandiger Profile. Der optimale Spanndruck wird auf Grund der Teiledaten aus dem PROFICUT-Materialstamm gewählt. Bei Rohren ist ein Sägevorschub bis 2000 mm/min möglich. Die optimale Vorschub- und Schnittgeschwindigkeit wird vom Sägeprogramm berechnet und durch ein Proportionalventil sowie einen frequenzgeregelten Sägeantrieb direkt zur Säge übertragen. Dickwandiges Vierkantmaterial wurde bisher mit konstanter Vorschubgeschwindigkeit gesägt. Beim Ansägen wird mit normaler Vorschubgeschwindigkeit gesägt. Sobald das Sägeblatt die Wandung durchtrennt hat, wird der Vorschub automatisch erhöht. Wenn die Wandung im oberen Bereich des Materials erreicht ist, wird der Vorschub wieder auf die normale Geschwindigkeit reduziert. Die KKS 463 beherrscht sämtliche Gehrungsschnitte von +30° bis –30°. Ein Servomotor positioniert den Drehtisch dynamisch und stellt ihn automatisch auf den vorgewählten Schnittwinkel ein. Die Drehbewegung erfolgt während des Materialvorschubs bzw. während der Teileentsorgung. Der Wechsel von Gehrungswinkeln hat somit keine Wirkung auf die Taktzeit. Des weiteren können bis zu drei Schnitte an der Front- und Heckseite aus- geführt werden. Die dabei anfallenden Zwickel werden automatisch vom Maschinentisch abgeschoben. Der Vertikalspannstock, der das Material auf beiden Seiten des Sägeblatts spannt, ist mitschwenkend ausgeführt. Die Störkanten werden dabei minimiert, und die minimale Reststücklänge reduziert sich auf ca. 30 mm. Die KKS 463 NA kann über Messeinrichtungen Materialbreite und Höhe bestimmen. Bei Abweichungen führt sie eine Teileberechnungskorrektur durch. Breitentoleranzen des Rohmaterials können so ausgeglichen werden. Das Ergebnis sind hochpräzise Abschnitte und perfekte Gehrungsschnitte. Anschnitte und Reste sowie Gutteile werden von einem Abschnittgreifer vollautomatisch aus dem Sägebereich gefahren und können auf vorwählbare Positionen abgeschoben werden. Je nach Länge wird der Abschnitt während der Positionierung des Stabes für den nächsten Schnitt entsorgt. Somit fließt auch die Verteilzeit nicht in die Taktzeit ein. Um einen optimalen Materialfluss zu gewährleisten, kann die Materialzufuhr wahlweise von links oder rechts erfolgen. Schnittmaterial kann in zahlreichen Magazinen vorgelagert und der Säge automatisch zugeführt werden.
Weltrekord: Bandsäge KBS 1051
Drei technologische Highlights sorgen beim Einsatz der neuen Profil-Bandsäge KBS 1051 für eine Verdopplung des Durchsatzes:
- Der erstmalige Einsatz einer Kugelrollspindel für den Vorschub des Sägerahmens sorgt für Laufruhe und reproduzierbare Vorschubwerte.
- Automatische, variable Anpassung der Sägebandneigung (AFC = Auto Feed Control) an wechselnde Profilquerschnitte.
- Der kräftig dimensionierte Sägebandantrieb mit 12,9 kW er-möglicht in Kombination mit AFC erstmals den wirtschaftlichen Einsatz von Hartmetallsägebändern bei Profil-Bandsägen.
Einen HEM 400-Strahlträger, für den eine konventionelle Bandsäge mit hydraulischem Vorschub 4,30 min benötigt, schafft die KBS 1051 in 1,38 min – unter alltäglichen Produktionsbedingungen. Damit arbeitet sie nun im Takt der ebenfalls hartmetallfähigen Bohrmaschine von KALTENBACH und verkürzt die Durchlaufzeit der Gesamtanlage enorm. Mittels Servomotoren bewältigt die KBS 1051 auch die Gehrungseinstellung im Rekordtempo. Sollte die Auftragslage ein langsameres Arbeiten erlauben, fährt sie auch mit den etwas preisgünstigeren Standard- Bi-Metall-Sägebändern.
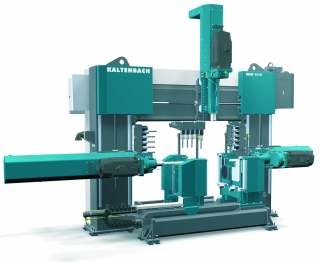
KDM-Bohrmaschinengeneration
Der wirtschaftliche und variable Einsatz von Hartmetall- oder Vollhartmetallbohrern macht die KDM zu einem unverzichtbaren Alleskönner beim Bearbeiten von Profilstählen. Dank dem Einsatz neuester Motortechnologie mit deutlich erhöhter Antriebsleistung konnte das Bohren enorm beschleunigt werden – ohne Abstriche bei der Qualität, im Gegenteil: Kugelrollspindel und Servomotor sorgen für schnellen Bohrvorschub, während die Bohrschlitten mit höchster Präzision in doppelt angeordneten, spielfrei vorgespannten Linearführungselementen laufen. Ein automatisches Werkzeugwechselsystem für die drei Bohrachsen mit insgesamt 15 Werkzeugen bringt weiteren Zeitgewinn. Der Werkzeugwechsel ist zudem automatisch an Drehzahl- und Vorschubwert gekoppelt. Damit wird das Bohren, Körnen, Ansenken und Gewindeschneiden äußerst rationell.
- Über diese
Datenseite - Product-ID
3654 - Veröffentlicht am:
30.04.2012 - Geändert am:
18.01.2017