
Schweißverfahren revolutioniert die Kranfertigung
Manitowoc Cranes ist ein weltweit führender Hersteller von Kranen. Die Marken der Gruppe sind Grove, Manitowoc, National Crane und Potain. Im Wilhelmshavener Werk entstehen hydraulische Mobil- und Teleskopkrane von 80 bis 450 t Tragkraft. Wie überall im Stahlbau ist die Schweißtechnik auch hier der wesentliche Fertigungsfaktor – 60 % der Gesamtproduktion. Das Werk nutzt das außergewöhnliche Potenzial des innovativen Fügeverfahrens forceArc® von EWM HIGHTEC WELDING, Technologieführer bei Schweißstromquellen und –verfahren.
Medien




Das Werk ist nicht nur Produktionsstätte: hier ist neben der Konstruktion und Entwicklung auch der Prototypenbau mit Testareal für die europäischen Krantypen zu Hause. Die Bauteile der riesigen Krane – ob Ausleger, Drehtische, Fahrwerksrahmen oder Abstützträger – bestehen aus hochfestem Feinkornbaustahl unterschiedlicher Güte. Bevor diese verschweißt werden, durchlaufen sie die Bearbeitungsstationen: thermischer Zuschnitt, Fasen Schleifen, Kanten, mechanische Bearbeitung. Beim Fügen zählt für das Unternehmen neben der Qualität, wie überall, die Wirtschaftlichkeit des Verfahrens. So sind neben den beiden Unter-Pulver(UP)-Schweißautomaten für Längsnähte 50 herkömmliche Metall-Aktivgas(MAG)-Stromquellen im Einsatz.
Geschweißte Vollanschlüsse mit definierter Kehlnaht an der Nahtwurzel
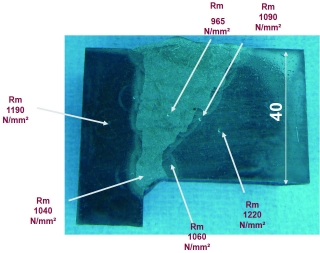
Dass sich die Welt des Fügens bei Manitowoc mittelfristig sehr stark verändern wird, ist bereits Programm. Mit dem international ausgezeichneten MAG-Verfahren forceArc® sind geschweißte Vollanschlüsse mit definierter Kehlnaht an der Nahtwurzel am 10er Blech möglich – ohne jegliche Fase anzuarbeiten. Die neue Verfahrenstechnologie steht im Widerspruch zu dem, was in der Branche als unumstößlich galt: Hochfeste Feinkornbaustähle müssen mit niedriger Streckenenergie verschweißt werden, um die Umwandlung des Gefüges in tolerierbaren Grenzen zu halten – forceArc® arbeitet mit hoher Streckenenergie. Die Praxis zeigte, dass in diesem Fall aus dem Feinkorn- kein Grobkorngefüge in der Wärmeeinflusszone (WEZ) entsteht. Alle Festigkeitswerte der Härteprüfungen haben dies belegt" (Bild 3).
Halbierte Fertigungskosten
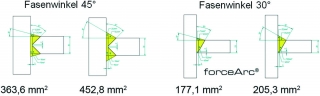
Das neue Fügeverfahren bei Manitowoc ist untrennbar verbunden mit der Inverterstromquelle Phoenix 521 puls. Diese erzeugt aufgrund ihrer hochdynamischen Regelung den so zielgerichteten, kraftvollen Lichtbogen. Zunächst projizierten die Wilhelmshavener die Möglichkeiten von forceArc® auf eine ihrer Anwendungen: Ein 40-mm-Blech, das bisher mit K-Naht-Vorbereitung versehen war (45° Öffnungswinkel auf der Rück-, 60° auf der Vorderseite), erhielt nun eine 30°-HV-Naht. Bei der alten K-Naht-Methode wurde die Wurzel von der Vorderseite geschweißt, von der Rückseite ausgefugt und letztlich beide Seiten verfüllt. Nun wird lediglich von einer Seite geschweißt und verfüllt – die Wurzel mit forceArc®, die Füll- und Decklagen nach einfachem Umschalten am Brenner mit dem Impulslichtbogen. Das Ergebnis ist eine erstaunlich gute Wurzelausbildung – völlig ohne Badsicherung. Das Phänomen wurde mehrfach von Instituten für Materialprüfung untersucht; die Ergebnisse waren allesamt positiv. Damit können 50 % der Fertigungskosten beim Schweißen und dessen Vorbereitung eingespart werden.
Drei Arbeitstage gespart
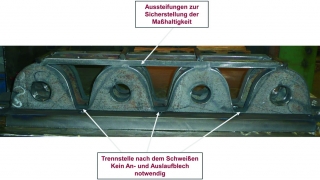
Die neue Art des Fügens hat im Norden Deutschlands das herkömmliche MAG-Schweißen schon bei einigen Anwendungen abgelöst. So wird z. B. eine besonders schwere Verriegelungskonsole für den Mobilkran GMK 7450 damit geschweißt (Bild 4). An diesem Bauteil aus Feinkornbaustahl S 960 QL waren das Fugenhobeln und das Schweißen der Gegenlage aufgrund der schlechten Zugänglichkeit extrem schwierig. Jedes Teil musste zudem mit Ein- und Auslaufblech für Nahtanfang und -ende versehen werden. In enger Abstimmung mit dem Konstruktionsteam wurde das Bauteil forceArc®-gerecht konstruiert und nun in einer Vierer-Losgröße gefertigt (Bild 5). Das spart die Gegenlage und zweimaliges Ausfugen und Verfüllen an einer besonders schwer zugänglichen Stelle. Es wird einfach durchgeschweißt, das spart Zusatzwerkstoff (DR-SG 100 X/20) und nicht zuletzt Schutzgas (M21 nach DIN EN ISO 14175). Für die alte Produktionsmethode wurden 32 Schweißraupen einschließlich Decklage benötigt, bei der neuen 30°-Version kommen die Schweißer mit lediglich 13 Raupen aus (Bild 6). In Produktionstagen ausgedrückt wird das Sparpotenzial durch forceArc® noch transparenter. Der Betriebsleiter beziffert die heutige Fertigungszeit mit zwei Schichten gegenüber fünf Schichten in der Vergangenheit.
Verfahrensinnovation speckt Fertigung ab
Die neue Geräte-Verfahrens-Kombination wird in der Fertigung wesentliche Erleichterungen bringen und aufwendige Arbeitsschritte eliminieren. So werden die Fasenschleifanlage und die Brennschneidmaschine künftig weniger frequentiert sein, denn für eine K-Naht mussten bisher zwei Fasen pro Blechseite hergestellt werden; bei der HV-Naht ist es nur noch eine. Auch das Handling der Bauteile zwischen den Bearbeitungsschritten entfällt. Die neue Ära des Schweißens beim Kranbauer Manitowoc macht sich auch bei der Qualität bemerkbar. Die Qualität, die es zu erzeugen gilt, wird weitaus früher erzielt, da entschieden weniger Arbeitsschritte notwendig sind. Auch der Wärmeeintrag ins Werkstück ist im Vorfeld einfacher zu definieren, Schrumpfungsprozesse sind besser vorhersehbar, was schon bei der Konstruktion besonders hilfreich ist. Herkömmliches MAG-Schweißen bedingt mehrere Arbeitsschritte mit hohen Wärmeeinträgen und ständiges neues Positionieren: Schweißen von Nahtwurzel und ersten Zwischenlagen, Ausfugen der Wurzelrückseite, teilweises Füllen der Gegenlage, Füllen der ersten Seite und Decklage schweißen, Füllen der Gegenlage und Decklage schweißen – die Schritte zwei, drei und fünf erübrigen sich mit der neuen Technologie (Bild 7).
Relevante Webseiten




- Über diese
Datenseite - Product-ID
3493 - Veröffentlicht am:
30.04.2012 - Geändert am:
03.03.2020